Очистка струей воды под высоким давлением

В последнее время увеличился интерес к применению очистки струей воды под высоким давлением для подготовки поверхности перед окрашиванием. Другими методами предварительной обработки поверхностей являются, например, очистка ручная и механическая, термическая очистка и очистка с применением химических препаратов. Последние вышеупомянутые методы имеют различные недостатки, варьирующиеся от получения недостаточной степени чистоты поверхности до нанесения ущерба здоровью человека и окружающей среде.Во время струйной очистки с абразивом или без, струя воды с большим ускорением вылетает на обрабатываемую поверхность. Цель подобной обработки подготовить поверхность таким образом, чтобы обеспечить оптимальное сцепление наносимого затем защитного покрытия с поверхностью. На эффективность защитных покрытий влияют следующие известные принципиальные факторы:
- Тщательная очистка поверхности, что означает удаление ржавчины, прокатной окалины, старых слоев краски, а также отложений соли и хлоридов и загрязнений пылью, маслами и жирами;
- Создание профиля на поверхности способствующего наилучшей адгезии защитных материалов.
В процессе гидроструйных работ с поверхности должны быть удалены толстые слои ржавчины (если имеются), а также масло, жир и грязь. После обработки поверхность нужно очистить от свободной пыли. Чтобы реально оценить степень чистоты поверхности, нужно принимать во внимание первоначальное ее состояние.
По стандарту ISO 8501-4 предусмотрены три степени подготовки поверхности, обозначенные Wa1, Wa2, Wa 3. Описание внешнего вида поверхности после очистки до соответствующей степени приведено в табл. 1.Вторичное ржавление поверхности после водоструйной очистки по стандарту ISO 8501-4 определяется тремя степенями: FRA, FRB, FRC.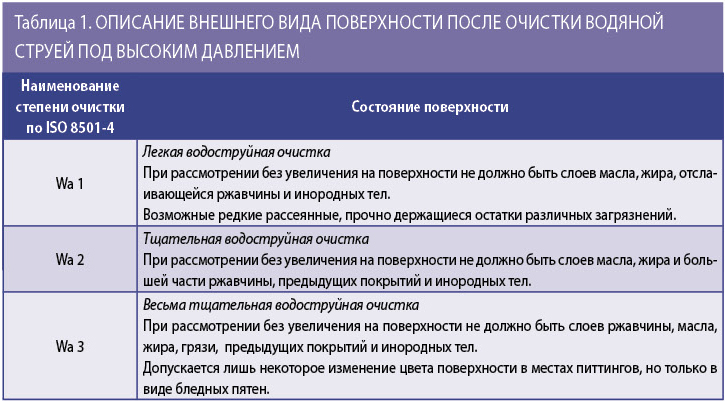 FRA – легкая вторичная ржавчина. На поверхности видно небольшое количество желтой (коричневой) ржавчины, через которую просматривается стальная поверхность. Ржавчина (выглядит как изменение цвета) может распространяться как по всей поверхности, так и в виде отдельных пятен. При легком протирании на ветоши не остается следов ржавчины.FRB – средняя вторичная ржавчина. На поверхности виден слой желтой (коричневой) ржавчины, который закрывает исходную стальную поверхность и непрочно закреплен на ней. Ржавчина равномерно распределена на поверхности или находится в виде отдельных пятен, при протирании на ветоши остаются легкие следы.FRC – обильная вторичная ржавчина. На поверхности виден слой желтой (коричневой) ржавчины, который закрывает исходную стальную поверхность и прочно закреплен на ней. Ржавчина может быть равномерно распределена на поверхности или находится в виде пятен, при протирании на ветоши остаются значительные следы. Грунтовки и грунт-эмали, предназначенные для окрашивания стальных конструкций после очистки водной струей под высоким давлением, представлены в табл. 2
FRA – легкая вторичная ржавчина. На поверхности видно небольшое количество желтой (коричневой) ржавчины, через которую просматривается стальная поверхность. Ржавчина (выглядит как изменение цвета) может распространяться как по всей поверхности, так и в виде отдельных пятен. При легком протирании на ветоши не остается следов ржавчины.FRB – средняя вторичная ржавчина. На поверхности виден слой желтой (коричневой) ржавчины, который закрывает исходную стальную поверхность и непрочно закреплен на ней. Ржавчина равномерно распределена на поверхности или находится в виде отдельных пятен, при протирании на ветоши остаются легкие следы.FRC – обильная вторичная ржавчина. На поверхности виден слой желтой (коричневой) ржавчины, который закрывает исходную стальную поверхность и прочно закреплен на ней. Ржавчина может быть равномерно распределена на поверхности или находится в виде пятен, при протирании на ветоши остаются значительные следы. Грунтовки и грунт-эмали, предназначенные для окрашивания стальных конструкций после очистки водной струей под высоким давлением, представлены в табл. 2 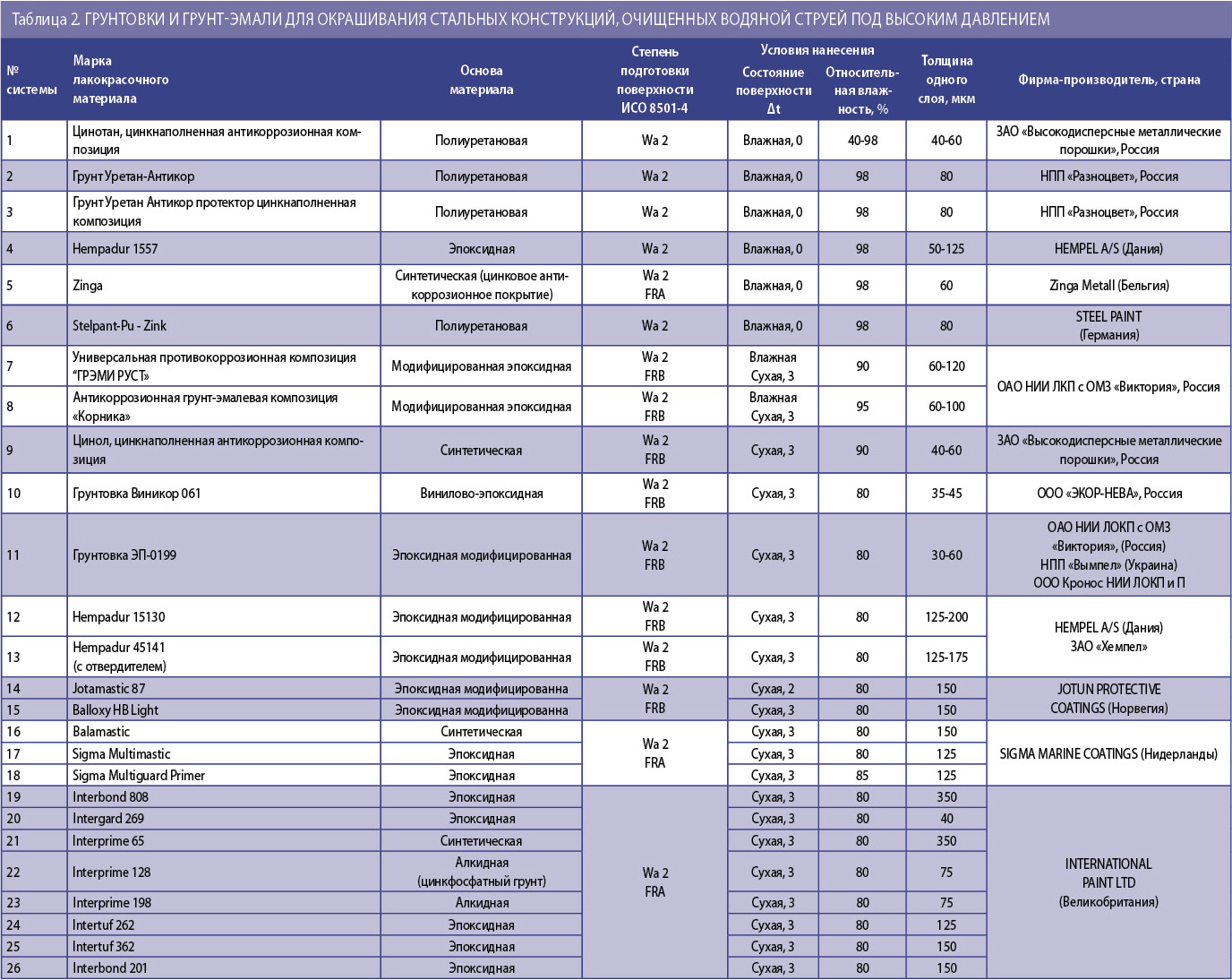
Рекомендованные системы окраски разработаны на основании научно-исследовательских работ Центрального научно-исследовательского и проектно-конструкторского института морского флота (ЗАО «ЦНИИМФ»), стандартов ISO, стандартов NACE, специальных стандартов лакокрасочных фирм, научно-технической документации фирм-производителей лакокрасочных материалов.
Применение окрашивания после водоструйной очистки поверхности требует четкого контроля климатических условий на соответствие требованиям, изложенным в технической документации производителей лакокрасочных материалов.
Для большинства материалов эти требования определяются температурой воздуха, относительной влажностью и разницей между температурой окрашиваемой поверхности и точкой росы при данной влажности (Δt). Лакокрасочные материалы, допускающие нанесение при этих условиях, могут быть рекомендованы для степеней очистки Wa1, Wa2 со степенью ржавления FR3.
Уретановые материалы, отверждаемые влагой воздуха, некоторые модифицированные эпоксидные материалы и некоторые цинксодержащие композиции допускают нанесение по влажной поверхности при относительной влажности воздуха 98% и Δt = 0.
Эти материалы наиболее надежны как грунтовки при использовании водоструйной очистки под высоким давлением.
Ряд материалов допускает нанесение при относительной влажности воздуха более 80%, но по сухой поверхности. При этом допускаемая разница между температурой окрашивания поверхности и точкой росы (Δt) снижается в зависимости от относительной влажности.
Очистка поверхности струей воды под высоким давлением в течение длительного времени успешно применяется на судоремонтных заводах, сразу после постановки судна в док для очистки от обрастания. В настоящее время этот метод очистки используется также для очистки поверхности в балластных танках. В ряде судоходных компаний эти работы выполняются в условиях рейса.
Основой промышленных комплексов оборудования высокого и сверхвысокого давления для гидродинамической очистки являются плунжерные насосы, создающие давление воды до 3500 бар. При ремонте судов для очистки наружных и внутренних поверхностей используются установки с рабочим давлением до 3000 бар. В этом диапазоне давлений возможно достижение различного класса очистки поверхности – аналогичного стандартам ISO от St2 до Sa 2½ (металлический блеск).